
لفائف التعريفي مختلط
الوصف
لفائف التعريفي مختلط
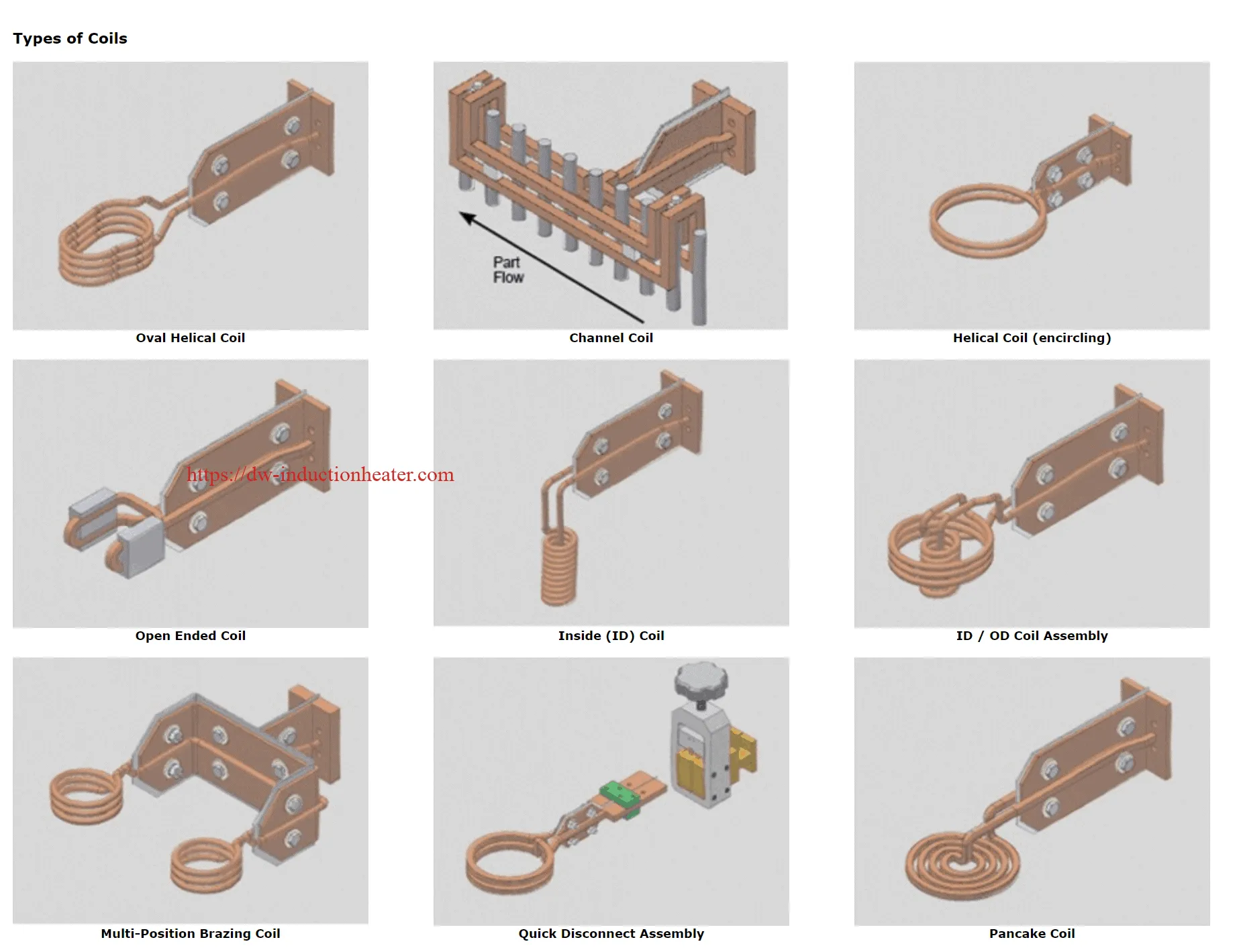
بغض النظر عن الشكل والحجم أو النمط لفائف التعريفي تحتاج ، يمكننا مساعدتك! فيما يلي عدد قليل من مئات تصميمات الملفات التي عملنا معها. ملفات فطيرة ، ملفات حلزونية ، ملفات مركزة ... أنابيب مربعة ، دائرية ومستطيلة ... دورة واحدة ، خمس دورات ، اثني عشر دورة ... أقل من 0.10 ″ ID إلى أكثر من 5 ID ... للتدفئة الداخلية أو الخارجية. مهما كانت متطلباتك ، أرسل لنا رسوماتك ومواصفاتك للحصول على عرض أسعار سريع. إذا كنت جديدًا في مجال التسخين التعريفي ، فأرسل إلينا أجزائك للحصول على تقييم مجاني. إن الملف التعريفي الذي تكمله الأدوات الصحيحة هو الذي يملي غالبًا نجاح أو فشل النظام بأكمله
التعريفي التدفئة لفائف التصميم
مصنوعة من أنابيب أو صفيحة نحاسية عالية التوصيل تصميم لفائف التدفئة التعريفي يتأثر بالتطبيق واختيار التردد وكثافة الطاقة ووقت الحرارة. الغرض من الملف التعريفي هو إنشاء نمط تدفق مغناطيسي لتوليد مسار تيار في قطعة العمل لتسخين منطقة التجميع ليتم لحامها بشكل انتقائي.

• لفائف التعريفي يجب وضعه بشكل صحيح على التجميع مما يسمح بإنجاز التسخين المطلوب. يجب تقليل الفجوة الهوائية أو الفراغ بين قطعة العمل والجزء الداخلي من الملف لأسباب تتعلق بالكفاءة. إن الثغرات التصميمية النموذجية لـ 0.125 inch (3.175 mm) إلى 0.250 inch (6.350 mm) معقولة للفرز باستخدام ملف حلزوني.
قد تحتاج الأقسام غير المنتظمة إلى تراخيص إضافية تتطلب طاقة إضافية للتغلب على كفاءات الاقتران الضعيفة هذه. وتشمل هذه الحالات الحالات التي يلزم فيها ملف دائري ذو فجوة هوائية كبيرة أو ملف غير محاط للوصول إلى منطقة اللحام.
تحدد المنطقة المراد تسخينها طول لفائف الحث. ل لفائف التعريفي وهذا قصير جدًا يتطلب وقتًا أطول للتدفئة للسماح للحرارة ، بالتوصيل ، لتغطية المنطقة. ل لفائف التدفئة التعريفي التي هي واسعة جدا سوف الحرارة أكثر من المعادن اللازمة ، وبالتالي تكون أقل كفاءة. HLQ التعريفي آلة تسخين لديها العديد من التصاميم الخاصة من المحاثات للتدفئة المحلية ، والملفات التي تقوم بالحرارة بكفاءة دون أن تحيط قطعة العمل.
مصنعاً من أنابيب أو صفائح نحاسية عالية التوصيل ، يتأثر تصميم الملف التعريفي بالتطبيق ، واختيار التردد ، وكثافة الطاقة ووقت الحرارة. الغرض من الملف التعريفي هو إنشاء نمط تدفق مغناطيسي لتوليد مسار حالي في قطعة العمل لتسخين مساحة التجميع بشكلٍ انتقائي.
يجب وضع ملف الحث بشكل صحيح على التجميع مما يسمح بتحقيق التسخين المطلوب. يجب تقليل فجوة الهواء أو مساحة الاقتران بين قطعة العمل وداخل اللولب لأسباب تتعلق بالكفاءة. تعتبر الفجوات النموذجية في التصميم من 0.125 بوصة (3.175 ملم) إلى 0.250 بوصة (6.350 ملم) معقولة للنحاس باستخدام ملف حلزوني.
قد تحتاج الأقسام غير المنتظمة إلى تراخيص إضافية تتطلب طاقة إضافية للتغلب على كفاءات الاقتران الضعيفة هذه. وتشمل هذه الحالات الحالات التي يلزم فيها ملف دائري ذو فجوة هوائية كبيرة أو ملف غير محاط للوصول إلى منطقة اللحام.
تحدد المنطقة المراد تسخينها طول الملف الحثي. يتطلب ملف الحث القصير للغاية وقت تسخين أطول للسماح للحرارة ، عن طريق التوصيل ، بتغطية المنطقة. الملف الحثي العريض جدًا سوف يسخن معدنًا أكثر من اللازم ، وبالتالي يكون أقل كفاءة. HLQ الحث التدفئة Co لديها العديد من التصميمات الخاصة لملفات الحث للتدفئة الموضعية ، والملفات التي تسخن بكفاءة دون إحاطة قطعة العمل.
التعريفي التدفئة لفائف التصميم والتصميم الأساسي